主要生产工艺流程
冶炼:
电弧炉(EAF)+ AOD炉(氩氧脱碳)降低碳含量。
采用VOD(真空脱氧)提高纯净度。
热轧:
钢坯加热至1200°C,轧制成3-20mm厚板。
冷轧:
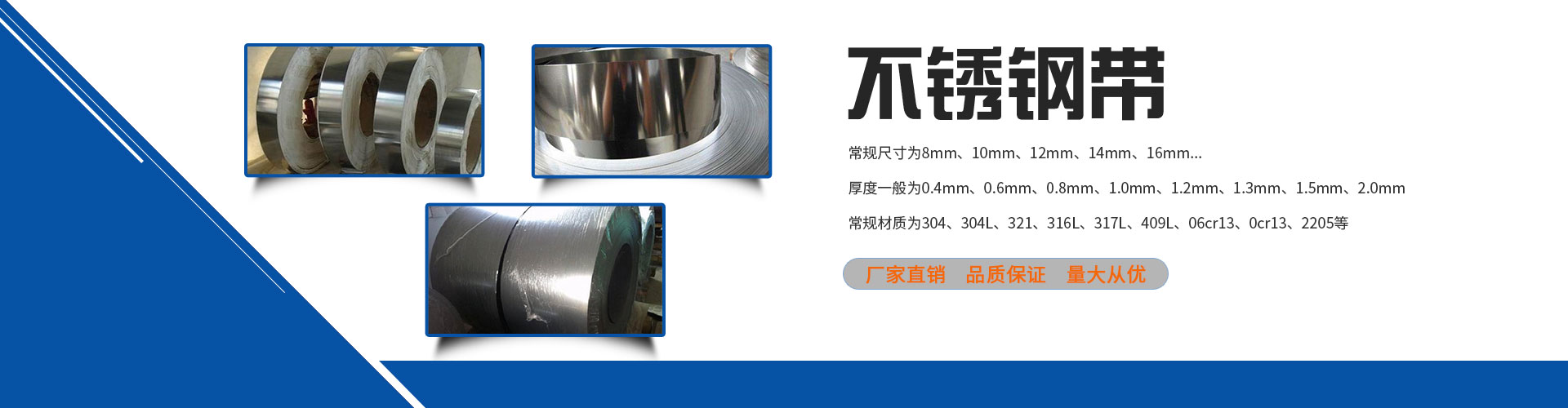
进一步轧制至0.3-3mm,提高表面光洁度。
退火与酸洗:
消除应力,去除氧化皮。
表面处理:
2B(冷轧光亮)、BA(镜面)、No.4(拉丝)等。
关键质量控制点
成分控制:镍、铬含量偏差需≤0.5%。
表面缺陷:避免划伤、辊印,符合GB/T 3280标准。
力学性能:抽样检测抗拉强度、延伸率。
欢迎访问无锡市恒源盛金属材料有限公司网站!

专业不锈钢系列产品
为您提供优质的产品和服务

全国订购热线:
18661052388
发布时间:2025-03-28 730浏览
冶炼:
电弧炉(EAF)+ AOD炉(氩氧脱碳)降低碳含量。
采用VOD(真空脱氧)提高纯净度。
热轧:
钢坯加热至1200°C,轧制成3-20mm厚板。
冷轧:
进一步轧制至0.3-3mm,提高表面光洁度。
退火与酸洗:
消除应力,去除氧化皮。
表面处理:
2B(冷轧光亮)、BA(镜面)、No.4(拉丝)等。
成分控制:镍、铬含量偏差需≤0.5%。
表面缺陷:避免划伤、辊印,符合GB/T 3280标准。
力学性能:抽样检测抗拉强度、延伸率。
Copyright © 2026 无锡市恒源盛金属材料有限公司 All Rights Reserved 备案号:苏ICP备19056531号-1
